Roller Conveyors







Roller Conveyors for every purpose
Roller Conveyors are the versatile and economical way to move boxes, cartons, pallets, trays, shrink wrapped packages and many other products around a production area or warehouse. The modular design allows for easy configuration and fabrication of a customised system to suit your budget and requirements. Roller conveyors are highly modular and are available with a number of options including:
- Gravity Roller Conveyors (non-powered)
- Tangential chain driven/ powered
- Line-Shaft (band) driven/ powered
- Sprocket/ Chain driven/ powered
All of our roller conveyors can be manufactured in:
- Powder coated mild steel
- Stainless steel – BOTH 304 and 316
- Galvanised steel
- Aluminium (ultra light weight applications only).
Australis has even delivered several high-spec roller conveyor systems that operate in sub-zero environments in a medical facility. Read more in the Case Study tab.
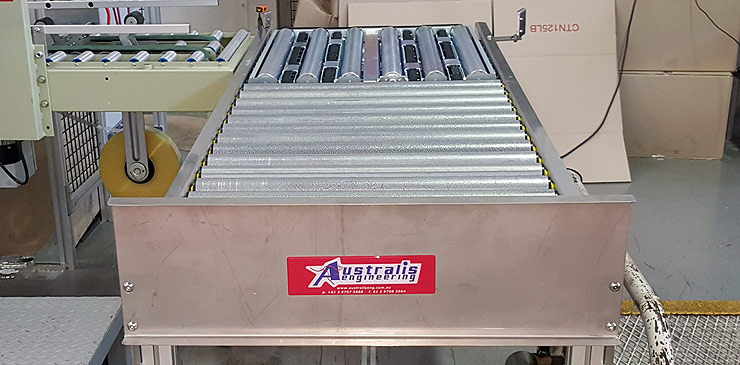
Powered Roller Conveyors
Our standard conveyors are fully modular including straight, curved, merge and transfer modules. The system includes zoned drive capability, with each 3.0m straight section featuring up to 3 drive positions. Modules can also be easily linked to form longer driven sections. Drives can also be added at any time for future expansion of a system or to allow for Zero Pressure accumulation.
The conveyor bodies also feature an integrated cable tray for motor and sensor cables which allow for quick, easy and neat wiring of the system without the need to install separate cable tray. This is especially a benefit for long overhead installations where cable tray can add significant cost. The system is also available with high sides to act as integrated guide rails or with low sides for areas where operators may interact with the product on the conveyor and require easier access. The rollers feature a chain to chain drive mechanism meaning fully positive drive and very low maintenance; this system also eliminates the rubber band and drive shaft seen in typical Line Shaft conveyors, which means greatly reduced maintenance, no need to replace rubber bands and no danger from an exposed drive shaft. All drive chains on the SCCR are fully guarded, and the precision bearings used in the rollers means very little maintenance is required on the system as a whole.
Gravity Roller Conveyors
Australis offers a range of cost effective gravity roller conveyors that are ideal as a low cost option for lower volume packing, sorting and materials handling applications.
Contact UsClick on the case study below to view
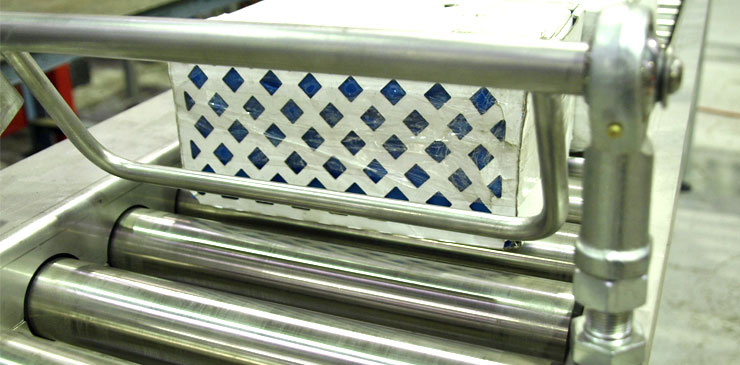
AFS – Conveyor system for architectural wall panel
Australian Red Cross Blood Bank – clean room conveyors for a freezer
Huntsman – Powered roller conveyors for surfactant drums
Royal Australian Mint – circulating coin handling and warehousing system
The following video is a conveyor system that includes a number of roller conveyors.
RELATED PRODUCTS

Modular Belt Conveyors

Fabric Belt Conveyors

Slat Conveyors

Single Filer Conveyors
PREVIOUS CLIENTS





![]()
ISO 9001 Certification
![]()
Contact us
|
|||||||||
![]()
![]()
![]()
![]()